A Critical Component,
Made In-House
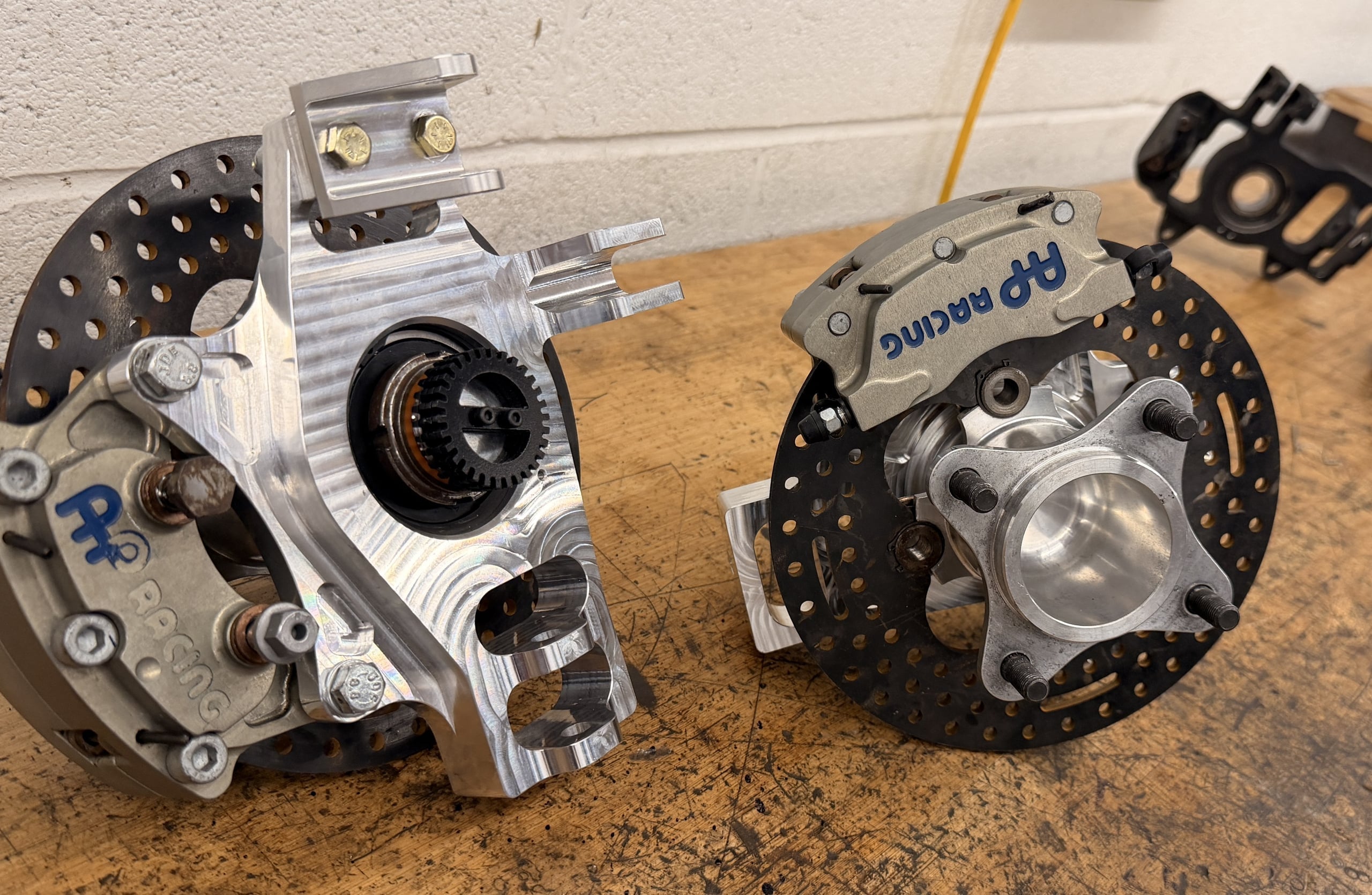
The front upright is one of the most structurally critical components on a Formula SAE vehicle. It carries the wheel bearing, mounts the brake caliper, and serves as the primary structural interface between the suspension geometry and the road.
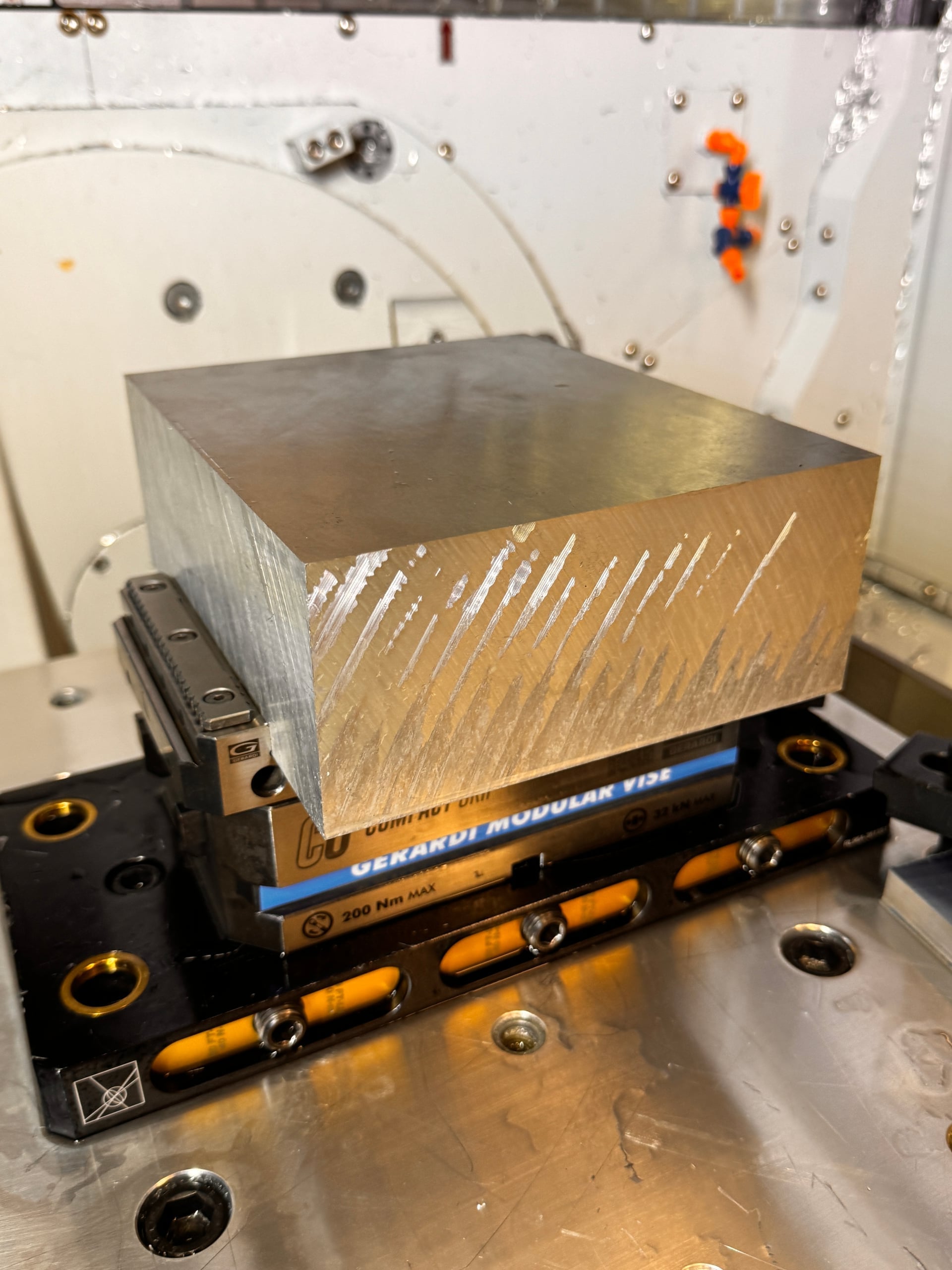
For EV7, our 2025–26 car, manufacturing these uprights in-house represented a significant milestone. In previous seasons, the complexity of the geometry made this component an expensive outsourced job. This year, Dexory generously provided access to their 5-axis CNC mill and funded the aluminum stock, allowing the team to bring production entirely in-house for the first time.
Beyond cost, the stakes are high: an upright failure at speed is a vehicle safety event. Every dimension, tolerance, and surface finish specification on the drawing carries purpose.

Me and the machine
Machining &
Timeline
The full machining program was completed in two operations on the 5-axis mill. Operation 1 established all primary datum features, the outer profile geometry, the suspension pickup point interfaces, and most critically, the bearing bore. Operation 2 completed the underside geometry and internal pocket work.
A dedicated boring head was used for the final bore pass, allowing the seat diameter to be dialled in incrementally. The final bore measured within a 5-micron tolerance band — required to ensure the wheel bearing seats without preload issues or play that could compromise handling predictability or structural integrity at speed.

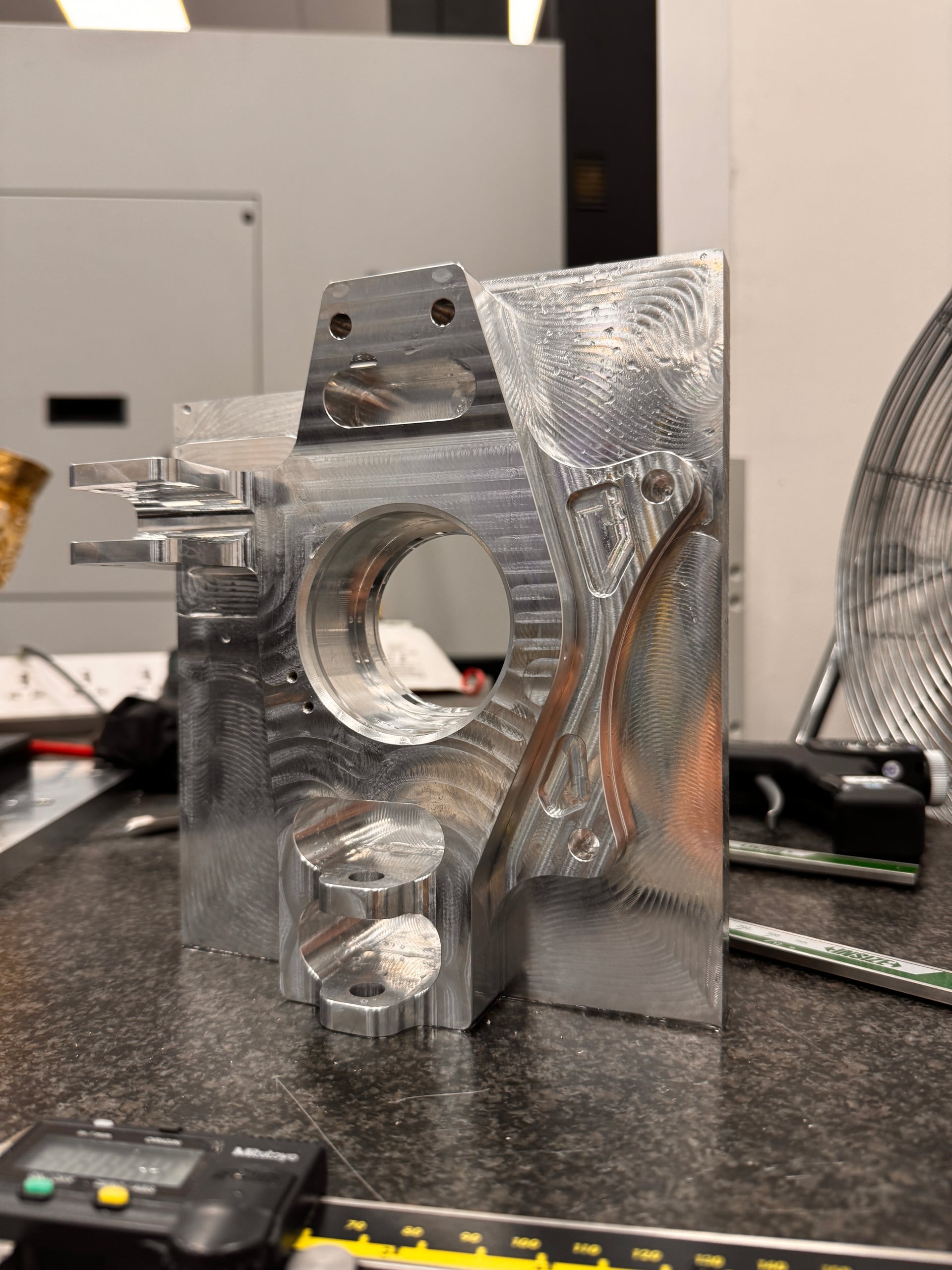


Manufacturing progression — op 1 through bearing bore finish pass
All Tolerances Met
All drawing tolerances were successfully met. The bearing bore measured within the specified 5-micron band, all suspension pickup geometry checked out against the drawing, and surface finishes met requirements throughout. Both the primary set and spare set were completed and signed off for vehicle integration on EV7.
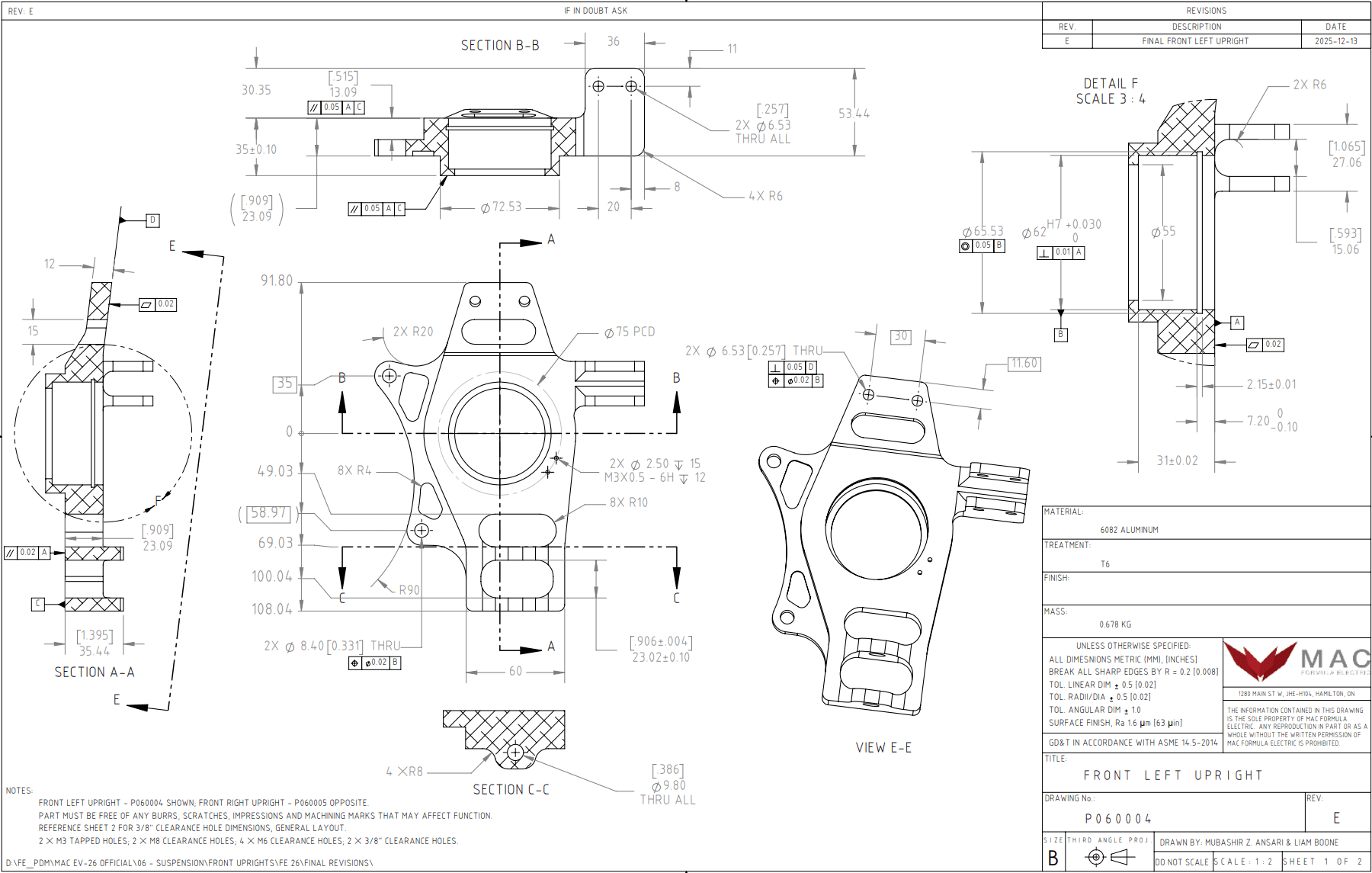
Engineering drawing — critical tolerances and GD&T callouts

Finished upright — all tolerances verified, ready for vehicle integration